
新疆异型管厂家 迪士尼扶手料厂家
新疆异型管厂家 迪士尼扶手料厂家
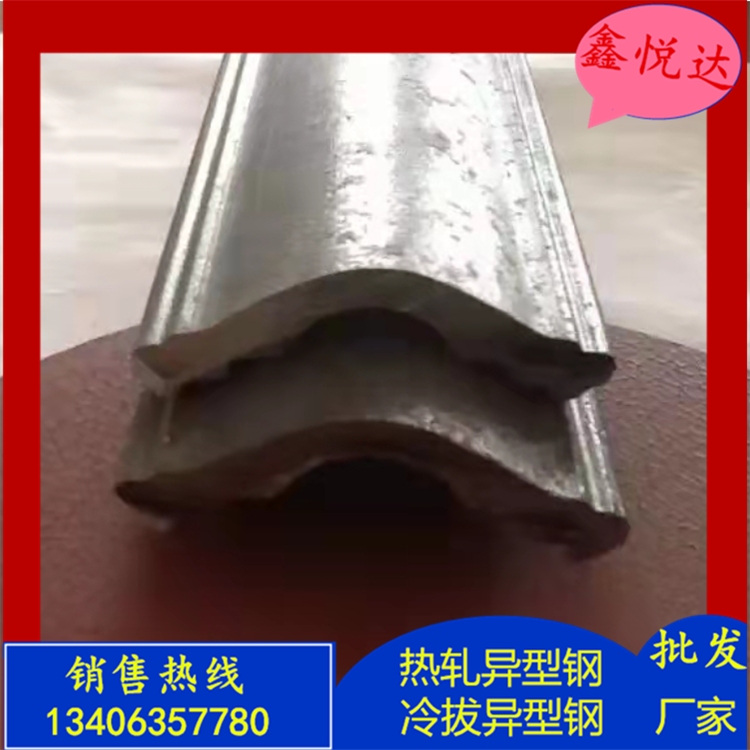
异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法。根据工艺的不同,又可分为热轧异型钢、冷拔(冷拉)异型钢、冷弯异型钢、焊接异型钢等。通常异型钢特指热轧异型钢。热轧异型钢是区分方钢、圆钢、扁钢和常见形状的热轧型钢。
新疆迪士尼扶手料X射线曝光方式不同由于设备和工艺方法的原因,X射线胶片照相的曝光方式是间断的,曝光时间与间歇时间比不小于1:1;而X射线数字成像则可以到较长时间连续曝光。检测所需的时间不同X射线胶片照相方法拍摄一张胶片的曝光时间一般不少于3分钟,还需要较长时间的显影、定影、冲洗、凉干,而X射线数字成像则可以实现实时所见的检测结果,采集和一幅图像仅需几秒钟的时间,因而检测效率大大提高,适合于连续生产的线上的连续检测。
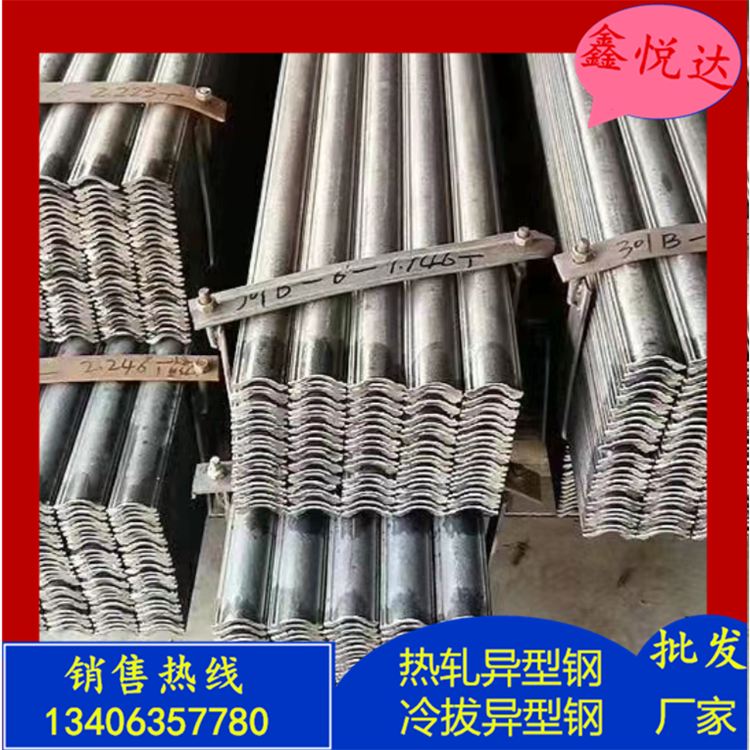
异型钢因其使用的特殊性和单一性,往往对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合 的异型钢,甚至很少有经验可以借鉴,这样使得孔型设计和生产的难度更是远高于简单断面型钢。故异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合 的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。
新疆迪士尼扶手料再者,为了抵消定期维护的时间安排与上游的直接还原炼铁设备的差异,以及突发性停炉导致的停炉时间的区别,需要经由旁路,通过产物冷却器将高温直接还原铁冷却成冷DRI,或者用制团机制成HBI,将向炼钢设备(电炉)的供料一度排出系统之外予以贮存的设备。这些贮存设备排出的直接还原铁再经由另外的系统供给炼钢设备。通过装入高温的DRI,直接有下列效果:电弧炉的电力消耗降低120~140kWh/t-钢液;电弧炉的电极消耗减少0.5~0.6kg/t-钢液;电弧炉的产量增加,电气系统小型化,并且有减少输送过程中和贮存过程中的再氧化、粉化等间接效果。
随着近几年来我国工业化水平的不断提高,我国生产轧制型钢的水平比上世纪已得到大幅度的提升。越来越多的关乎国计民生的型钢如大型H型钢、高铁重轨等逐步实现国产化,甚至有些还达到了先进水平。但是同时我们也发现,在好多中小型异型钢的生产和研发上,我国的异型钢生产厂家的水平和欧洲好多 的厂家相比还是有很大的差据。特别是在尺寸精度的控制和断面形状的细节上,好多产品还远远达不到他们的水平。近年来,好多民营厂家在认识到这一差距之后,认真学习、研究国外的先进工艺和生产经验,结合自己的生产实际,经过不断地摸索,在好多领域已经出了喜人的成绩。降低了国内客户的采购成本,提高了我国异型钢的生产水平。

异型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等
新疆异型管厂家 迪士尼扶手料厂家冷轧板带钢轧机按其作业制度的不同,共有三种速度制度。即转向、转速不变的定速轧制,可调速的可逆轧制,固定转向的可调速轧制。向、转速不变的定速轧制这种速度制度,主要用在小型冷轧窄带钢的二辊、四辊轧机。通常二辊轧机的辊径D≤35mm辊身长度L≤5mm;四辊轧机的工作辊直径D工≤2mm支撑辊直径D支≤4mm辊身长度L≤5mm因这类轧机在启动过程、制动过程带厚可能超差,另外,这类轧机目前仍达都采用人工手动测厚和调整,故轧制速度为.5m/s。调速的可逆轧制钢卷通过卷、直头送入轧机后,在前后卷曲机上咬住带钢头尾,进行往复轧制。每道次都要经过加速、减速、停车、换向等过程。速度太高,过渡时间长,带钢超差长度增加。此外,轧制的板卷重量一般在5-3吨,限制了速度的提高。另外,通过焊缝时,要减速,故轧制速度一般在5-2m/s。连轧机组的速度制度冷连轧机生产的特点是速度高(2-4m/s),生产能力大,轧制板卷重4-6吨。轧制时先采用低速轧制约1-3m/s,待通过各机架并由张力卷取机卷上之后,同步加速到轧制速度,进入稳定轧制阶段。